 Download Brochure
Download Brochure Product List
Product List
Why develop metal-ceramic grinding rolls?
China is one of the countries with the richest mineral reserves. With the development of fundamental materials science, the demand for ore powder is increasing yearly. There are many preparation processes for ore powder. The vertical mill system is a typical grinding process today and is widely used in cement, building materials, mining, electric power, fiberglass, and other industries. The ore is crushed and ground into micron-sized or even nano-sized powder through the combined action of the grinding rollers and lining plates in the vertical mill. During the continuous crushing and grinding process, the surface of the grinding roller is also worn by the reaction force of the material, which not only causes a large amount of wear on the metal material but also leads to a decrease in grinding function, a decrease in output, and an increase in the cost of maintenance and replacement of the grinding roller. Currently, the grinding rollers in vertical mills are often made of high-chromium cast iron or overlay-welded with high-chromium cast iron. Although its operation stability is good, there are still problems such as low daily output and insufficient wear resistance. The problem is that it does not meet people’s expectations for lower resource consumption. Therefore, developing new materials to make new grinding rollers is vital. This article briefly introduces the development of cermet composite grinding rollers in vertical mills and analyzes the effects of their application with case studies.
Overview of the development and application of wear-resistant metal-ceramic grinding rolls in China and overseas countries
As the main grinding component of the vertical mill, the grinding roller requires high hardness and a certain degree of toughness. The development process of wear-resistant materials has undergone three stages: high manganese steel, nickel hard cast iron, and high chromium cast iron. High manganese steel is often used in conditions with impact loads, but it cannot be fully hardened and has extremely limited wear resistance. Because of its good hardenability, nickel-hard cast iron can form a hard, wear-resistant martensite + M³C carbide structure when cast. This eutectic structure can well resist the plowing of the matrix by the material. , but its toughness is insufficient, and its application range is relatively small. High chromium cast iron is the third generation of wear-resistant materials developed after high manganese steel and nickel-hard cast iron. Compared with ordinary cast iron, high chromium cast iron has high toughness, heat resistance and wear resistance.
In industries such as ore grinding, as the operating speed of equipment continues to increase, the wear resistance of high-chromium cast iron will become insufficient. Foreign research on wear-resistant materials focuses on metal matrix composites using ZTA ceramic particles and WC ceramic particles as reinforcing phases. Among them, composite material preparation manufacturers represented by Belgium’s Magotteaux and India’s VEGA Wear Resistant Materials Company use such materials to prepare cermet composite grinding rollers and linings, and their working surfaces have the characteristics of high hardness and high wear resistance. Metal-ceramic composite grinding rollers and linings have been widely used in cement, thermal power, ore and other industries abroad, significantly increasing the operating time of vertical mills and reducing abnormal maintenance of vertical mills. However, the price of imported cermet grinding rollers is high and the delivery cycle is long, so the price/performance ratio is not high. The domestic market is looking forward to domestic cermet grinding rollers. The comparison of grinding roller characteristics at China and other countries is shown in the table below.
| Grinding roller type | Characteristics of different grinding rollers | ||
| Advantage | Disadvantage | ||
| China Market | Alloy Steel | High strength, high toughness, high hardness, wear resistance | high cost |
| cast steel | Good strength and toughness | Low hardness and low wear resistance | |
| Ductile Iron | Good toughness, high hardness, medium wear resistance, easy to process | Easy to crack, low-strength | |
| Hardfacing high chromium cast iron | High strength, high toughness, high hardness | Easy to peel off, frequent overlay welding, insufficient resistance to cold and heat fatigue | |
| High manganese steel | High toughness, hardness and moderate wear resistance | Easy to crack and shrink | |
| Low-alloy steel | High strength, toughness and impact resistance | Not wear-resistant, short service life | |
| Other Countries Market | Wear-resistant coating | High strength and toughness | Low-impact resistance and expensive |
| Centrifugally cast bimetallic high alloy steel | High hardness, wear-resistant outer layer, strong inner layer | Easy to separate | |
Preparation of cermet composite materials
Composite material preparation process
Cermet composite materials are composed of ceramic particles and metal matrix. Ceramic particles in composite materials, as the main wear-resistant bearers, play a vital role in the use of composite materials, and the metal matrix can unload the force that the ceramic particles bear during the use of composite materials. The preparation of cermet composite materials by the casting infiltration method can avoid shortcomings such as long production cycles, high energy consumption, and high cost. We used ProCAST simulation software to simulate the process of ZTAp/high chromium cast iron matrix composite materials at pouring temperatures of 1350°C, 1450°C, 1550°C, and 1650°C, and pouring speeds of 3.0kg/s, 3.5kg/s, and 4.0kg/s. Stress conditions under different conditions and verify the simulation results through experiments. The results show that the composite effect is better under sand gravity casting when the pouring speed is 3.5kg/s, and the pouring temperature is 1550°C. It can ensure the prefabricated body has good structural integrity during the composite process. We used the negative pressure casting infiltration to prepare ZTA ceramic reinforced high chromium cast iron matrix composite materials. By plating Ni and coating Cr powder on the ZTA ceramic surface, element diffusion was used in the high-temperature melt to improve the interface wettability, promote the impregnation effect, and Increase bonding strength. We used a pressureless infiltration casting process to prepare micron-sized zirconia-toughened alumina particles reinforced high-chromium cast iron-based composite materials, which solved the problem of poor fusion of micron-sized ceramic particle preforms under seepage conditions and systematically studied ZTAp reinforcement. Effect of fine powder content in high chromium cast iron matrix composite preforms on their microstructure and mechanical properties.
Characteristics of Composite Material Organization
Cermet composite materials produce a large amount of martensite in the matrix through appropriate preparation processes, and at the same time, hexagonal primary M7C3 carbides are distributed. This slows down the wear rate of the base metal, protects the ZTA ceramic particles to the greatest extent, and achieves high wear resistance. We used directional solidification technology to prepare high-chromium cast iron with a hypereutectic structure. We studied the effects of quenching and tempering on the matrix structure, hardness, toughness, and wear resistance. Under the 1050℃ quenching + 450℃ tempering process, the high chromium cast iron structure is M7C3+ martensite, with a small amount of retained austenite. The matrix has high impact energy and high wear resistance. We characterized the microstructure and performance tests of hypoeutectic high chromium cast iron under different heat treatment conditions. We found that the hardness and impact absorbed energy of hypoeutectic high chromium cast iron increased with quenching temperature and the extension of holding time. After quenching and tempering, the maximum hardness can reach 58HRC, and the maximum impact energy absorption can reach 15J. We studied the effect of the heat treatment process on the microstructure and mechanical properties of eutectic high chromium cast iron. The carbon content range in the eutectic interval decreases with increased Cr content, which is approximately a linear relationship. Tempering at 400~500℃ will cause Secondary hardening. The hardness increases rapidly, and the wear loss is significantly reduced.
Design of composite structures
With the in-depth study of metal-based wear-resistant composites, the composite configuration is optimized and designed according to the use of the product’s working surface and the requirements of the output force. Currently, the metal-ceramic composite area is prepared as a three-dimensional three-dimensional grid, and this structure can effectively avoid the stress generated during the contraction of the metal melt. Ensure the metal-ceramic composite material preparation and use process will not produce cracks, fractures, or other defects. On the other hand, the grid-like metal-ceramic composite area will produce a concave-convex structure during the wear process, which can effectively “catch” the ore pieces into the material crushing area between the grinding roll and the liner. Based on the finite element analysis software, we simulated the temperature field and thermal stress of the ZTA ceramic particles reinforced high chrome cast iron matrix composites during the casting process. A thermoelastic-plastic mechanics model was applied to accurately describe the thermal stress distribution of the precast body castings with different structures. It is finally shown that the thermal stress decreases with the increase of precast body hole sides, i.e., the thermal stress is minimized when the honeycomb holes are circular.
Combined with the failure mechanism of materials under impact abrasive wear conditions, we analyze that under non-impact abrasive wear conditions, the improvement of the wear resistance of the structural ceramic/steel composites depends on the combined performance of hardness and toughness of the ceramic particles, the hardness of the matrix and the interfacial bonding strength of the ceramic/matrix; under impact abrasive wear conditions, the improvement of the wear resistance of the structural ceramic/steel composites mainly depends on the hardness of the ceramic particles, the hardness of the matrix and the interfacial bonding strength of the ceramic/matrix. In the case of impact abrasive wear, the improvement of the wear resistance of constructed ceramic/steel composites mainly depends on the toughness of ceramic particles, the hardness of the matrix, and the interfacial bond strength of the ceramic/matrix.
Manufacture and application of metal-ceramic composite grinding rolls
Overview of structural design and manufacturing process of cermet composite grinding roller
Firstly, the surface of ceramic particles was alloyed, and the treated ZTA ceramic particles and high chromium alloy powder were mixed proportionally and put into graphite molds, and compacted. The ceramic preform was prepared by high-temperature vacuum sintering moulding, and the morphology of the preform was as shown in Fig., in which the grid pore-wall ratio was (1.5~1.8):1.

Metal Ceramic Preforms
The preforms are sequentially arranged and fixed to the inside of the cavity in the metal in the manner shown in the figure below. The high-chromium cast iron melt is poured by gravity casting at a temperature of 1550°C. The roll is held for 72h and then removed to obtain the cermet composite grinding roll. The metal-ceramic composite grinding rolls were removed after 72h of holding time.

Arrangement of ceramic preforms in the three-dimensional space of metal grinding rolls
Metal-ceramic composite grinding roller operation effect
Our company’s metal-ceramic composite grinding roll has been successfully used in the glass fiber industry in the working conditions shown in Table 2: conventional high chrome cast iron and metal-ceramic grinding roll grinding glass fiber data comparison. Early use of conventional casting high chrome cast iron grinding rolls, the output of 11t per hour, in the total output of 12,000t after the wear thickness of the roll surface is 45~50mm. This time, the output of a sharp decline in the hour can not meet the production requirements. After using metal-ceramic composite grinding rolls, the hourly output is stable at more than 13t, which is 18% higher than conventional high chrome cast iron grinding rolls. Double-sided use of up to 60,000 t is the total output of a conventional high-chromium cast iron grinding roller 5 times. From the data analysis in Table 2, using metal-ceramic composite grinding rolls can save energy, reduce energy consumption, and reduce the waste of non-renewable resources.
| Table 2 Comparison of operating data of conventional high chromium cast iron and cermet grinding rollers | |||||
| Material | Average current/A | Total wear thickness/mm | Total running time/h | Average unit hour output/(t/h) | Total output statistics/10,000 tons |
| high chrome cast iron | 28 | 45-50 | 1000 | 11 | 1.2 |
| Metal-ceramic composites | 25 | 35-40 | 4600 | 13 | 6 |
Fig. 3 shows the wear of metal-ceramic composite grinding rolls at different stages of operation. It can be seen that the ceramic particles are distributed in a prominent grid shape, which “catches” the material into the grinding area of the rollers in the process of operation and improves the powder yield.
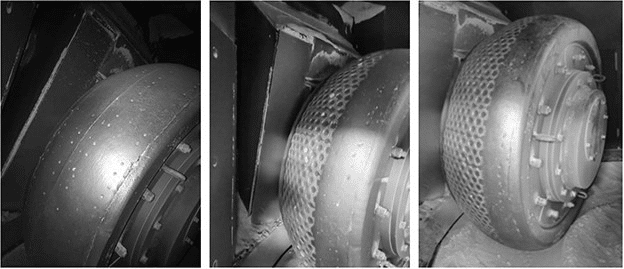
Fig. 3 Wear state of metal-ceramic grinding rolls
Figure 4 is the wear thickness of the working surface of the grinding roller under different outputs; it can be seen that the wear rate of the working surface of the grinding roller in the pre-war period is relatively fast.

Figure 4. Thickness of wear on the working surface of grinding rolls made of different materials
This is due to the “break-in process” (when the ceramic is not in full working order), which leads to increased wear and tear. As the rolls continue to be used, the metal-ceramic composite area comes into full operation and the wear rate gradually levels off. The data in Table 2 shows that the wear resistance of the metal-ceramic composite rolls is much higher than that of the conventional high-chromium cast iron rolls.
Analysis of economic benefits
In the same use cycle, the use of metal-ceramic composite grinding rolls without the need for surfacing cannot only reduce the purchase cost and the number of maintenance visits but also significantly reduce production costs.
| Table 3 Comparison of economic performance of metal-ceramic composite grinding rolls and high chromium grinding rolls | |||||
| ITEM | Procurement cost/set (RMB) | Average cost of grinding rolls per tonne(RMB) | Electricity consumption/(kWh/t) | Cost of electricity per tonne (RMB) | Total cost of a single set of grinding rolls per tonne/ RMB |
| High chrome cast iron grinding rolls and liners | 120000 | 10.27 | 64 | 40 | 50.27 |
| Metal-ceramic composite grinding rolls and liners | 250000 | 4.22 | 62 | 38 | 42.22 |
Take the HRM1700 vertical mill as an example, conventional high chrome cast iron operating life of about 1000h, the total output of 12,000 t, the market price of about 120,000 yuan per set, dismantling and maintenance costs of 0.32 million yuan, the average cost of grinding rolls per tonne of powder 10.27 yuan, per tonne of powder cost of 40 yuan of electricity consumption, a single set of high chrome cast iron rolls per tonne of powder a total of 50.27 yuan. Changed to metal-ceramic composite grinding roller and liner operating life of about 4600h, the total output of 60,000 tonnes, the market price of about 250,000 yuan per set, dismantling and maintenance costs of 0.32 million yuan, the average tonnage of grinding rollers powder cost of 4.22 yuan, per tonne of powder consumption cost of 38 yuan, a single set of high-chromium cast iron grinding rollers per tonne of powder a total of 42.22 yuan. Single vertical mill according to the annual output of 100,000 t to calculate, each tonne of powder to save the purchase cost of grinding rollers 6.05 yuan, saving electricity costs 2 yuan, can reduce the purchase cost of 605,000 yuan per year, saving electricity costs of about 200,000 yuan.
Concluding Remarks
Qiming Casting has made a lot of achievements in the research of metal-ceramic composite materials, which has laid a theoretical foundation for domestic metal-ceramic composite grinding rolls. The metal-ceramic composite grinding rolls prepared by casting and infiltration method are applied in customers’ glass fibre powder-making equipment, with the obvious effect of energy saving and consumption reduction:
- The use of metal-ceramic composite grinding rolls can increase the hourly output by up to 18% compared to mono-metallic wear-resistant materials;
- Under the same wear condition, the volume wear of the metal-ceramic composite grinding roll is reduced by 30%~35%, which can extend the overall service life of the grinding roll to 3~5 times;
- Reducing the number of overhauls by 6 times will reduce the procurement cost by $605,000 per year and save about $200,000 in electricity costs;
- Reduce energy consumption, and the use of metal-ceramic composite grinding rolls reduces the average power consumption per tonne of powder by 3%.





